
2ストエンジンの焼き付きやダキツキの原因には、様々な理由や要因が考えられる。その要因のひとつとして疑うべき部分に、吸排気ポートや掃気ポートの「エッジコンディション」がある。
シリンダーを分解して単品部品にした際には、吸排気ポートや掃気ポートの上下エッジ部分が鋭角だったり、バリが発生していないか!?必ず確認して、最善の処置を施すように心掛けよう。上の画像のように、ピストンリング下のスカート側がカーボンで汚れている場合は、ピストンリングの摩耗による気密不良で、爆発燃焼ガスが一次圧縮室へ吹き抜けていると考えられるので、最低でもピストンリングの交換、もしくはオーバーサイズピストンへのボーリング、ホーニングが必要不可欠と言えるだろう。
文/たぐちかつみ
エンジン分解時には確認、ボーリング加工時には面取り実施

2ストシリンダーのポート面取り加工時には、シリンダーをしっかり固定した上で作業しないと、シリンダー内壁にキズなどのダメージを与えてしまうことがあるので要注意だ。

作業台がしっかりしていることで、確実な面取り作業を進行できる。一般ユーザーならシリンダーにキズやダメージを与えないようにシリンダー本体を確実に固定して作業進行しよう。

2ストシリンダーには数多くのポートがあり、爆発燃焼による温度上昇によってポートのエッジが変形し、往復運動時のピストンにダメージを与えてしまうこともある。そこで面取りが不可欠なのだ。
ボーリング&ホーニング直後の吸排気ポートはエッジが鋭いので要注意!!

ボーリングによってオーバーサイズピストンに対応した2ストシリンダーの内壁。ボーリング直後は、このような仕上がりになる。ホーニング作業へ移る前に、各ポートの面取りを行なうのが内燃機業者だ。
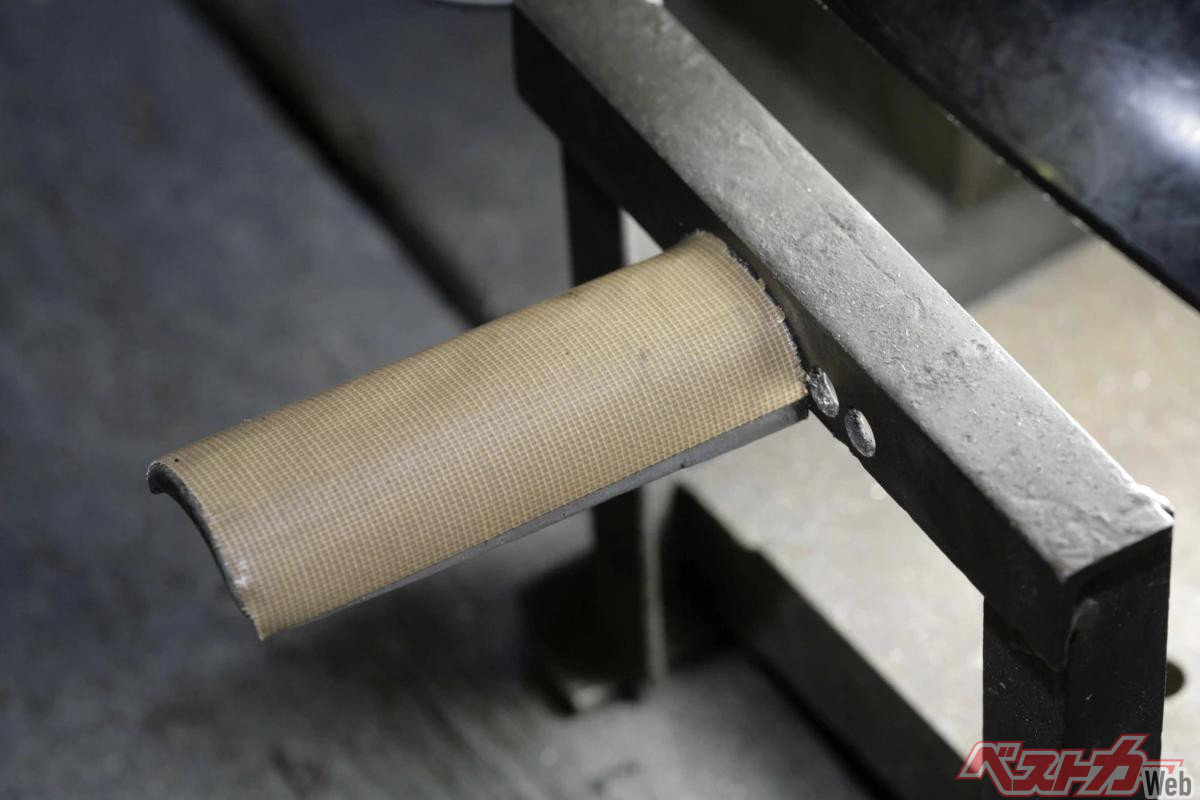
ポート加工専用の作業台はこのような形状だ。門型作りで、縦切りパイプを表向きに溶接してあるのが特徴である。このハーフパイプのR面には布ガムテープを貼り、シリンダー内壁にキズを付けないように配慮している。

作業台のすぐ脇にはエアダクトがあり、飛び散った切削粉を効率良く吸い取り、集塵機に集めていた。デスクライトを正面に置いて向かい合わせて照らし、ポート形状がしっかりわかるような状況で作業を進める。

面取り作業時に利用するエアー式ポートグラインダーにカッターや砥石バーをセットする。上が鋳鉄シリンダー用の球型超鋼バーで手前がメッキシリンダー用のゴム砥石バーである。いずれも市販品だ。
ピストンエッジに優しい「R面取り」も重要作業のひとつ

シリンダーの吸排気&掃気ポートのエッジをポートグラインダーで面取り加工したら、ピストンスカート部分の面取りも必ず行おう。新品ピストンの場合は、尚更必要だ。闇雲に面取りするのではなく、耐水ペーパーの600番程度で、軽く擦る程度にスカートエッジを面取ろう。
2スト高性能エンジンほどポートが大きく問題発生率が高い
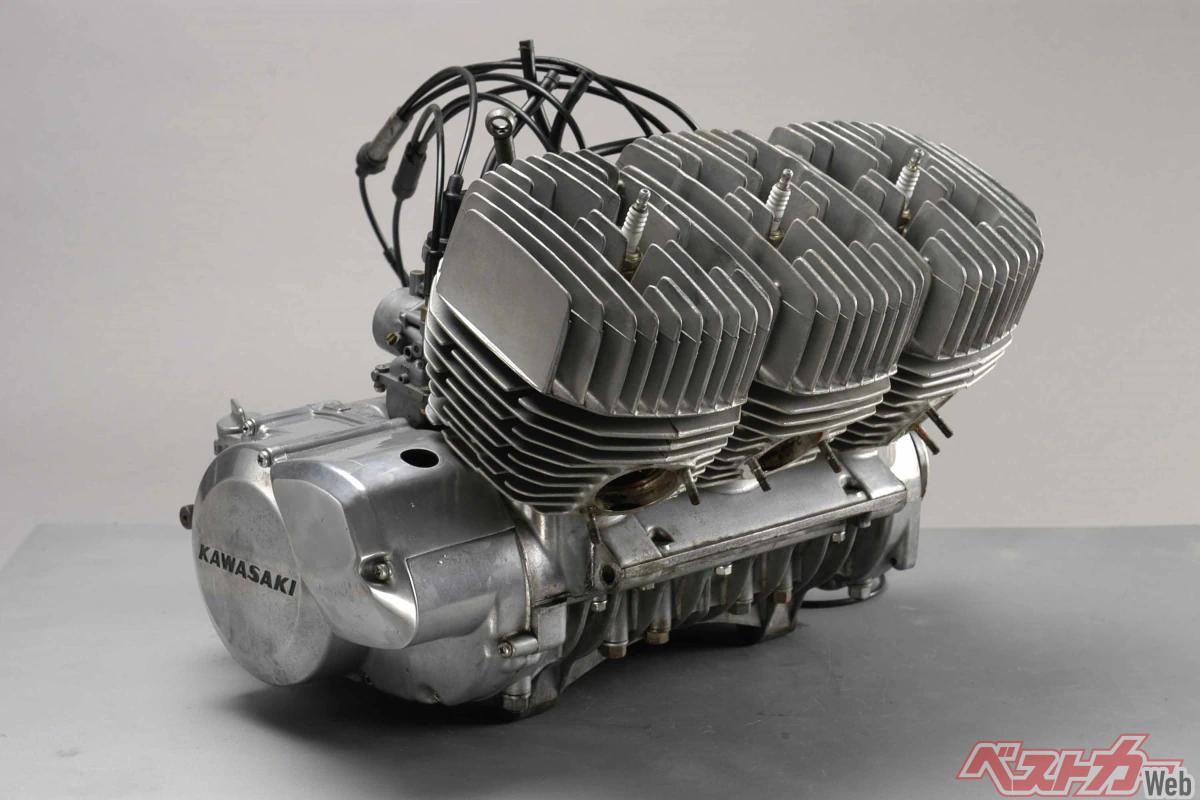
カワサキマッハシリーズの500H1と750H2は、吸排気ポートが特に大きく、ピストンの往復運動中にピストンが首を振り、ピストンの各エッジとポートエッジが衝突しやすくなってしまう。それが原因でシリンダー内壁かつポートの上下が減りやすくなってしまう。カワサキH1/H2やヤマハ250DT1やカワサキ250TRバイソンに350TRビッグホーンなどが代表モデルである。
撮影協力/井上ボーリングwww.ibg.co.jp
- ポイント1・エンジン構造やピストンの動きを理解することで、気が付くことは数多くあるものだ
- ポイント2・エンジンメンテナンス好き、チューニング好きならポートグラインダーやリューター、各種研磨バーを所有したい
4ストエンジンのシリンダーは単純な筒形状で、混合気の吸排気は、専用の吸排気バルブによって行なわれている。対して2ストエンジンの場合は、シリンダー壁面に開けられた各種ポートを通じて、混合気が出入りする仕組みとなっている。繰り返すが、4ストエンジンには専用の吸排気バルブがあるが、2ストエンジンの場合は「ピストン本体」がバルブの役割を果たしている。2ストエンジンのシリンダー壁面に各種ポート=穴があるのは、まさにそのためだと考えよう。
そんな連続的な往復運動によって、ポート孔の上をスライド通過するのがピストンでありピストンリングでもあるため、当然ながら、ダメージを受けやすくなる。特に、各種ポートのエッジにピストンやピストンリングの一部が引っ掛かり(厳密には「引っ掛かり気味」になり)、最悪で、焼き付きやダキツキを招いてしまうケースもある。そんなトラブルを事前に回避するための策として行われるのが「各種ポートの面取り作業」である。作業撮影させて頂いたiB井上ボーリングでは、ピストンの首振り対策として、吸排気ポートの中央に「柱」を立てる「柱付き吸排気ポート」のスリーブ製作も行っている。
絶滅危惧種の2ストエンジンだが、より良いコンディションで走らせるためには、シリンダー内壁にキズを付けないようにしなくてはいけない。そんな目的に対するひとつの手段が、各種ポートエッジの「面取り加工」なのだ。最終仕上げのホーニング作業に入る前に、面取りを施すのが理想的である。オーバーサイズピストン加工を内燃機業者へ依頼する際には、同時に「面取り作業も依頼」するのがベストだと考えよう。
詳細はこちらのリンクよりご覧ください。
https://news.webike.net/maintenance/518437/


















コメント
コメントの使い方